0749-42-6858
0749-42-6858 0749-42-6859
0749-42-6859


当記事では、ステンレスの製缶板金加工について、加工方法や加工のポイントをご紹介します。
【関連記事】
ステンレスの加工方法
ステンレス(SUS)は、クロムやニッケルを含む金属で、非常に錆びにくく、耐熱性や強度においても優れています。塗装の必要がなく、汚れが落ちやすく衛生的なので、食品関係や医療機器など幅広く使用されています。ただ、鉄(SS)とは異なる特性をもっているため、ステンレスの特性に応じた加工方法を選択します。
ステンレスの特性や用途から、注意することは、表面の傷です。塗装を行わずに使用することが多いので、微細な傷であっても目立ちます。また表面加工を行う際でも、部分的に補修することが困難なので、慎重に加工する必要があります。加工方法としては、表面にできるだけ傷や焼けがつかないような加工をします。また、溶接時にも歪みが出やすいので、注意が必要です。
ステンレスの板金加工
ステンレスの板材をタレパンやレーザー加工機で切断をする際に、鉄では酸素ガスを使用しますが、ステンレスの場合は、窒素ガスを使用するクリーンカットを用いることが多いです。それは、酸素ガスによって酸化被膜ができると表面が焼け焦げて黒くなるので、見た目を損なう上に表面処理の手間が増えてしまうためです。クリーンカットを行うことによって、表面をきれいなまま切断することができ、表面処理の手間を減らすことができます。
ただ、窒素ガスは、酸素ガスに比べ高価で、加工時間も長くなることからコストは高くなります。また、曲げ加工においてもステンレスの特性上、伸びやすくかつ引張強度も強いため、スプリングバックが生じます。そのため、加工前から、加工後の伸びと戻りを念頭においた調整が必要です。
ステンレスの製缶板金加工のポイント
ステンレスの製缶板金加工のポイントは、溶接方法も挙げられます。ステンレスの溶接では、一般的にステンレスが薄板であることが多いこともあり、TIG溶接で行います。TIG溶接は、スパッタ除去やスラグの清掃の必要がないため、表面処理の手間が削減でき、よりきれいな表面を保てます。
ただ、溶接焼けは起きるので、焼け取りを行います。ステンレスは、塗装なしで使用されることが多いため、バフ研磨や鏡面研磨で、光沢を出して外観を良くすることもします。また外観以外の部分では、ステンレスは、金属の膨張が大きいものがあるので、歪みも大きくなります。溶接時の熱量やスピードなどに注意しながら加工し、歪みを最小限にする必要があります。
ステンレスの製缶板金加工事例
製品分類:検査装置 ステンレス カバー 板金溶接
業界:検査機
素材:SUS304
サイズ:L980×W490×H42
精度:枠寸法公差 960±0.5
工程:C1複合機・曲げ・TIG溶接
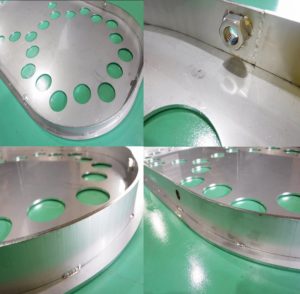
こちらの検査装置はステンレス製のカバー部品になります。このステンレス製のカバーはC1複合機のクリーンカットで抜き加工を行っています。クリーンカットではレーザー切断時に金属が酸化反応を起こした時に切断面、金属の表面に成形される酸化物の被膜を酸化被膜といい、切断時の不純物や焼けを巻き込んで被膜を成形する為、製品の表面処理によっては後に剥離などの問題が起こります。この切断表面を酸化させない為に、レーザー切断時のアシストガスに窒素ガスを使用してクリーンカット加工を選定しています。
>>詳しくはこちら!
ステンレスの製缶板金加工は当社にお任せください!
今回の記事では、ステンレスの製缶板金加工についてご説明させて頂きました。
当社は、ステンレスの製缶板金加工事例を多くもちます。大手メーカーをはじめとして、多様な業界の板金サプライヤーとして選ばれ続けています。ステンレスの製缶板金加工にお悩みをお持ちの皆様、委託先をご検討中の皆様、お気軽に当社に御相談ください。